")
")
")
")
")
")















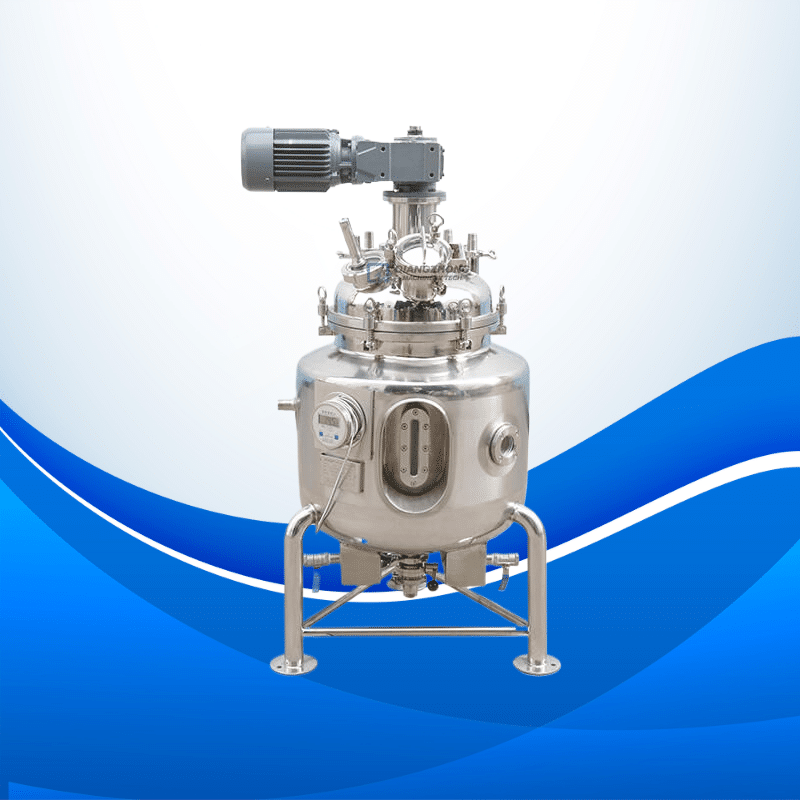
Industrial Chemical Reactor: Built Tough, Made Flexible
Get Results You Can Trust
Choosing the right chemical reactor is a big deal if you want safe, steady, and cost-effective chemical processing. Whether you’re moving up from lab testing or boosting an established plant, our reactors are built to perform reliably day after day, even under the most challenging industrial conditions.
You can customize almost everything—pick from tank sizes ranging from 50 liters up to 30,000 liters, get agitators from 1.5 kilowatts to 11 kilowatts, and choose 304 or 316L stainless steel for the shell. We match our equipment to the specific process and industry you work in.
Ready for Just about Any Sector
You’ll find our reactors in:
- Pharmaceutical plants—doing everything from synthesis to crystallization and formulation.
- Fine chemicals—keeping reactions, heating, and cooling of sensitive intermediates right on track.
- Petrochemicals—handling everything from hydrocarbon refining to polymerization.
- Food and drink—blending flavors and ingredients under sanitary conditions, so everything stays safe.
- Biotechnology—supporting fermentation and other bio-reactive processes.
- Paints and coatings—making sure pigments and additives are evenly mixed.
Whether you’re dealing with thick slurries or need tight control over temperature and mixing, our reactors get the job done quickly and dependably.
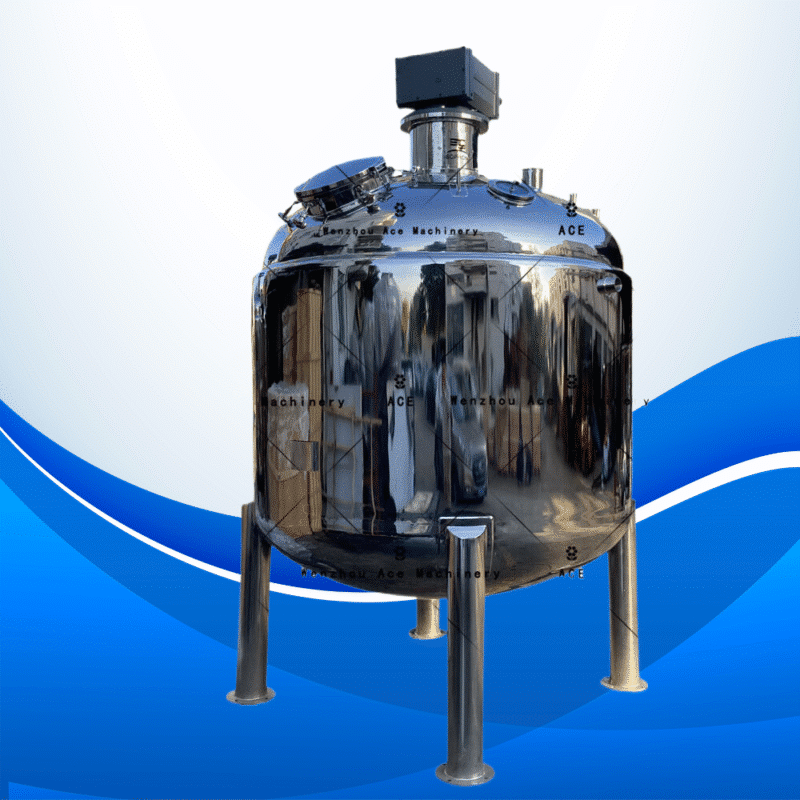
Durable Materials: Choose Between 304 and 316L Stainless Steel
We know that keeping things both chemically safe and super clean is vital, so you can choose between:
- 304 Stainless Steel: Affordable and flexible, perfect for everyday jobs that use mild chemicals.
- 316L Stainless Steel: Offers better protection against things like chlorides and tough solvents, which is why pharmacies and places that need super-pure materials prefer it.
Every reactor comes with a smooth, shiny inside surface that’s easy to clean and sterilize, meeting GMP and FDA rules whenever those apply.
Smart Mixing with Power That Fits Your Needs
Our reactors come with different power levels to match what you’re mixing, whether it’s a little batch that needs 1.5 KW or a big one that needs 11 KW of high torque.
You can pick from different stirrer styles:
- Anchor stirrers for thick materials
- Propeller and turbine mixers for lighter liquids
- Magnetic stirrers for sealed and sterile setups
All motors are built to last, with adjustable speeds and explosion-proof versions available if you need them.
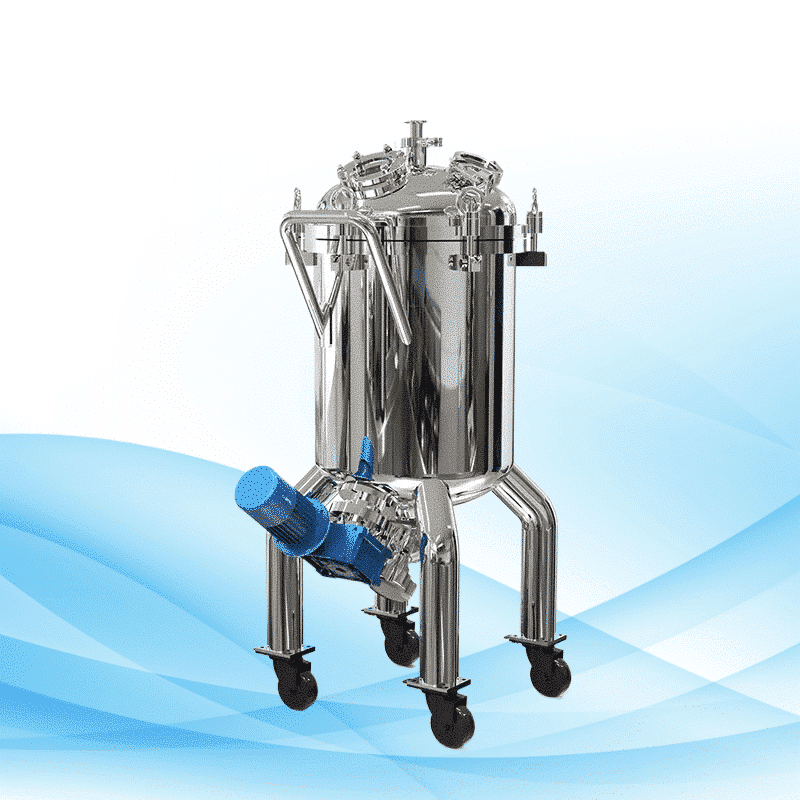
Flexible Vessel Sizes to Fit Your Production Stage
Pick the exact size you need for either batch runs or constant flow:
- Lab and pilot: Beginning at 50 liters for small tests and early-stage development.
- Mid-scale: Choose from 500 to 5,000 liters when you’re ready to scale up.
- Large-scale: Push up to 30,000 liters for full-scale industrial runs.
Every reactor is made to order and can have extras like:
- Thermal jackets for heating or cooling.
- Pressure and vacuum ratings.
- CIP/SIP ports for easy cleaning.
- Load cells and control connections for automation.
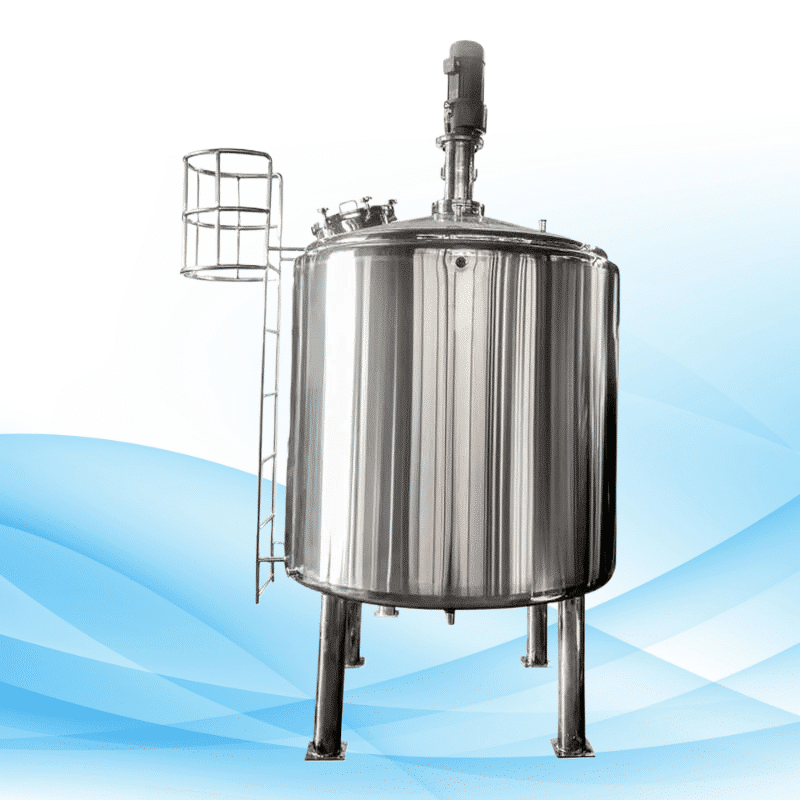
Real-World Picture of How They Work
Picture a mid-sized chemical plant taking a new industrial coating from lab to market. The team orders a 5,000L reactor made of 316L stainless steel, adding a 7.5KW turbine mixer. They get uniform emulsification and even heating, so product quality stays tight, batch times get shorter, and cleaning downtime drops—all thanks to a smooth hygienic design and a clever CIP setup.
Now think about a pharma plant making a batch of active pharmaceutical ingredient. They install a 1,000L 316L reactor with a magnetic stirrer and smart temperature control. Sterility stays locked in, the process stays repeatable, and the product meets every regulatory checklist.
Why Our Industrial Reactors Are a Good Fit
- Built for your process: every aspect, from the mixer to the stainless finish, can be changed to suit your needs.
- Tough by Design: We use premium materials and super precise welding, so our reactors last a long time and need little upkeep.
- Safety Built-In: Our pressure and vacuum models meet ASME and PED safety standards.
- Fast Delivery: We move quickly from the first design sketch to your loading dock, so your project stays on track.
- Expert Help: Our engineers are ready to guide you on picking the right reactor and getting it running at peak performance.
Ready to Ramp Up Production?
Let our team help you find the perfect industrial chemical reactor for your needs. Shoot us a message for a quote or to talk about custom options made just for your plant. Whether you’re swapping out an old system or starting fresh, our reactors deliver great value and top performance.
Common Questions
Q: What’s the difference between 304 and 316L stainless steel for chemical reactors?
A: 316L has better resistance to corrosion, especially in salty or acidic environments. It’s the go-to choice for pharma and tough chemical jobs.
Q: Can I customize the size and stirring mechanism?
A: For sure. We can customize size, drive power, stirring type, heating/cooling, and automation to fit your process.
Q: How long does delivery usually take?
A: Standard lead times are 4 to 10 weeks, depending on how complex your order is and how many units you need.