")
")
")
")
")
")














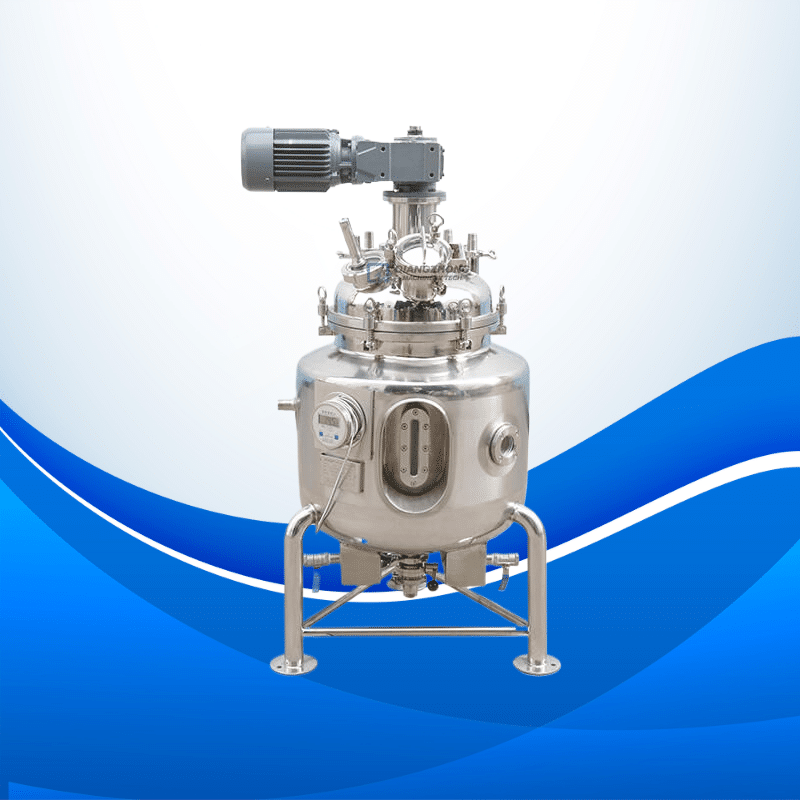
Cooling-Engineered Reactors for Pharma Factories
When you work in pharma, every drop inside the vessel matters for sterility, quality, and the inspectors. Our reactors are built to shine in this high-stakes world, giving you tight control and solid safety no matter what step you’re on, so the regulators give you the smiley face.
What You’ll Actually Do With Them
You’ll see our reactors in action the moment you start mixing molecules into medicines. From first batches of the active ingredient to the final sterile fill, our hardware keeps everything on the straight and narrow. You can use the same unit for chemistry, crystal growth, cell cultures, or gentle heating and it’ll still come in on-spec batch after batch.
Common shifts you’ll run:
- Making the active ingredient for the final tablet or injection
- Blending sterile liquid meds ready for the needle
- Smoothing out solids and oily phases into a uniform mix
- Regulating hot or cold reactions during the drug design phase
- Moving a small lab recipe straight into the big factory line
Built-In Goodies and Make-It-Your-Way Choices
Pharma isn’t a cookie-cutter game, and we get that. Our reactors let you tweak the recipe so it fits your floor, your protocol, and your paperwork perfectly:
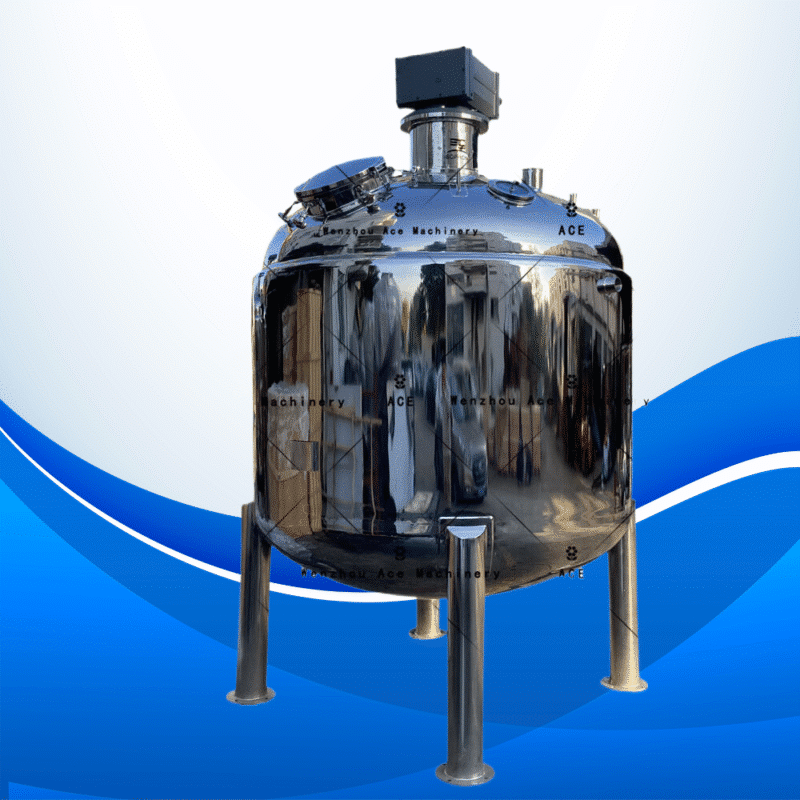
- Size: Pick from 50 liters all the way to 30,000 liters, so you can start at bench scale and never outgrow your equipment.
- Material: Pick either SS304 or SS316L stainless steel. Both resist rust and meet GMP rules. SS316L’s extra toughness makes it perfect for corrosive or super-clean jobs.
- Agitator Power: Choose a motor from 1.5 kW to 11 kW to get the right mix for every viscosity and reaction strength.
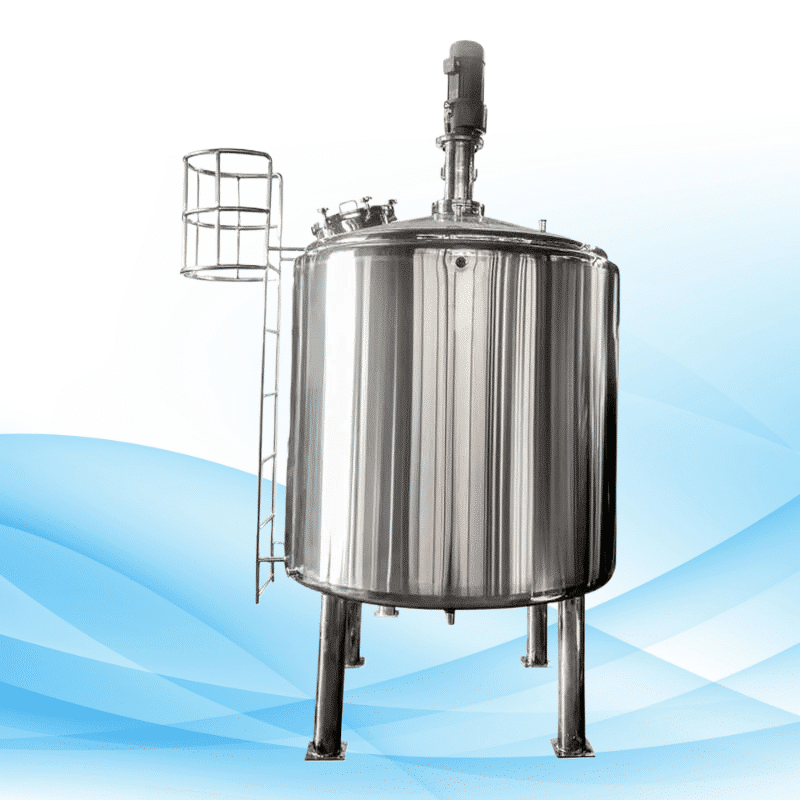
- Advanced Controls: Link to PLC/HMI to watch and adjust temp, pressure, and speed. This keeps every run the same and the whole process stable.
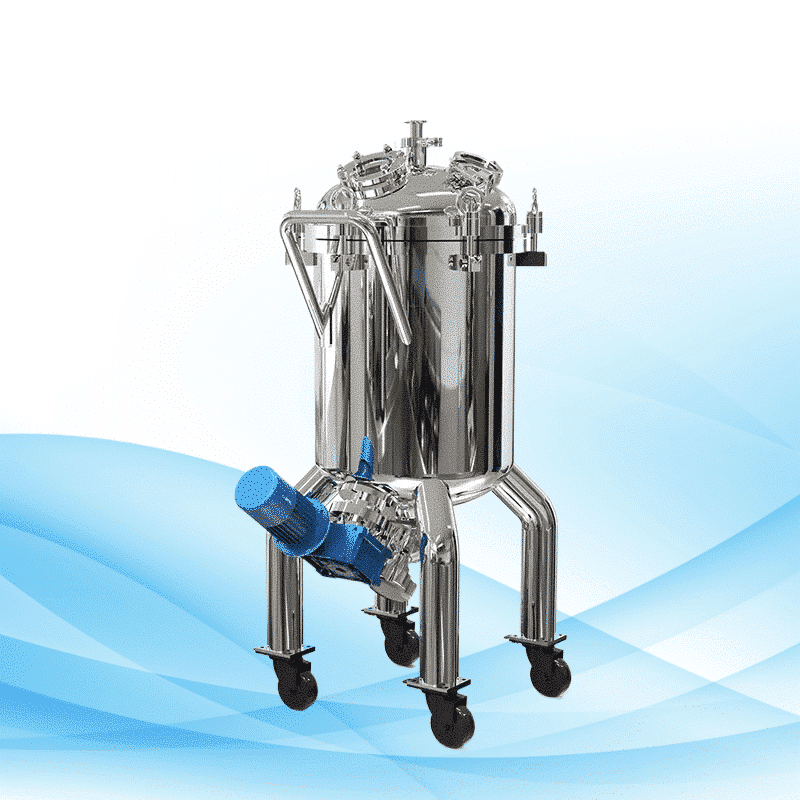
- CIP/SIP Ready: The design supports Clean-In-Place and Sterilize-In-Place, so hygiene rules are never a worry.
Key Benefits
- Pharma-Grade: Meets FDA, GMP, and ASME rules.
- Scalable: Fits everything from R&D to full plant use.
- Custom Fit: Made to your exact process.
- Rugged Build: Keeps going under tough conditions.
- Fast Mixing: Smart agitator choices cut batch time and keep everything even.
- Safety First: Pressure relief, temp control, and remote monitoring keep you covered.
Why Pick Our Reactors?
Pharma processes can’t accept half-measures. Our reactors are built to keep your operation safe, consistent, and compliant. With hundreds running in cGMP plants around the world, we’re the trusted partner for every pharma innovator and manufacturer.
Ready to Take Your Pharma Production to the Next Level?
Put your money behind a system that’s all about accuracy, trustworthiness, and meeting the rules. Hit us up today for a custom quote or to chat with our experts. Together, we’ll build the ideal reactor for your pharma line.
Common Questions
Q1: Why choose SS316L over SS304 for reactors?
A1: SS316L has molybdenum, which makes it way better at resisting corrosion. That’s a big plus when you’re dealing with super-pure stuff or aggressive chemicals in pharma processing.
Q2: Can these reactors handle sterile processing?
A2: For sure. Every reactor we make is designed to hit sanitary and GMP standards, and we can add features for clean-in-place and steam-in-place.
Q3: Can you change the shape or the number of ports on the reactors?
A3: Totally. We can tweak manways, nozzles, baffles, jackets, and ports to fit exactly what your process needs.
Q4: What help can I get once I buy?
A4: We’ve got you covered with full support—installation tips, validation paperwork, and ongoing maintenance advice.