")
")
")
")
")
")













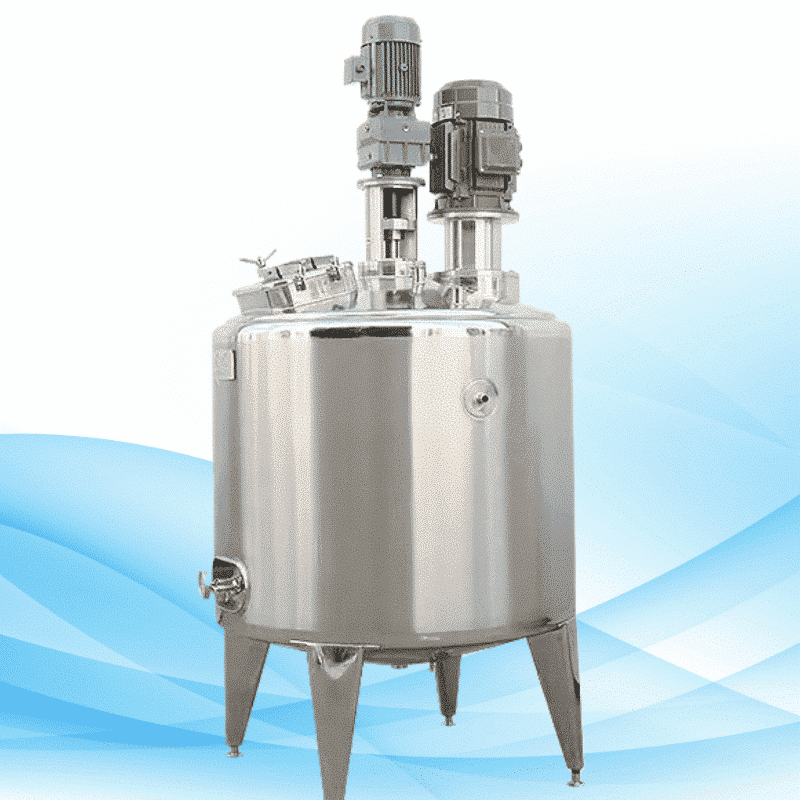
Reactores refrigerados para fábricas farmacéuticas
Cuando se trabaja en el sector farmacéutico, cada gota dentro del recipiente es importante para la esterilidad, la calidad y los inspectores. Nuestros reactores están diseñados para brillar en este mundo en el que hay mucho en juego, ofreciéndole un control estricto y una seguridad sólida sea cual sea el paso en el que se encuentre, para que los reguladores le pongan la cara sonriente.
Qué hará realmente con ellos
Verá nuestros reactores en acción desde el momento en que empiece a mezclar moléculas para convertirlas en medicamentos. Desde los primeros lotes del principio activo hasta el llenado estéril final, nuestro hardware mantiene todo en orden. Puede utilizar la misma unidad para química, crecimiento de cristales, cultivos celulares o calentamiento suave y seguirá cumpliendo las especificaciones lote tras lote.
Turnos comunes que correrás:
- Fabricación del principio activo para el comprimido o la inyección final
- Mezcla de medicamentos líquidos estériles listos para la aguja
- Alisado de sólidos y fases oleosas en una mezcla uniforme
- Regulación de las reacciones en caliente o en frío durante la fase de diseño del fármaco
- Trasladar una pequeña receta de laboratorio directamente a la línea de la gran fábrica
Productos integrados y opciones a tu medida
La industria farmacéutica no es un juego de galletas, y lo entendemos. Nuestros reactores le permiten ajustar la receta para que se adapte perfectamente a su planta, su protocolo y su documentación:
- Tamaño: Elija desde 50 litros hasta 30.000 litros, para empezar a escala de banco y no quedarse nunca pequeño.
- Material: Elija entre acero inoxidable SS304 o SS316L. Ambos son resistentes a la oxidación y cumplen las normas GMP. La mayor resistencia del SS316L lo hace perfecto para trabajos corrosivos o muy limpios.
- Potencia del agitador: Elija un motor de 1,5 kW a 11 kW para obtener la mezcla adecuada para cada viscosidad y fuerza de reacción.
- Controles avanzados: Conexión a PLC/HMI para controlar y ajustar la temperatura, la presión y la velocidad. De este modo, todos los ciclos son iguales y todo el proceso se mantiene estable.
- Preparado para CIP/SIP: El diseño permite la limpieza in situ y la esterilización in situ, por lo que las normas de higiene nunca serán una preocupación.
Principales ventajas
- Grado farmacéutico: Cumple las normas FDA, GMP y ASME.
- Escalable: Se adapta a todo, desde I+D hasta el uso en planta completa.
- Ajuste a medida: Fabricado según su proceso exacto.
- Construcción robusta: Se mantiene en condiciones difíciles.
- Mezcla rápida: Las opciones de agitador inteligente reducen el tiempo de procesamiento por lotes y mantienen todo uniforme.
- La seguridad ante todo: El alivio de presión, el control de temperatura y la supervisión remota le mantienen cubierto.
¿Por qué elegir nuestros reactores?
Los procesos farmacéuticos no pueden aceptar medias tintas. Nuestros reactores están diseñados para mantener sus operaciones seguras, coherentes y conformes. Con cientos de ellos funcionando en plantas cGMP de todo el mundo, somos el socio de confianza de todos los innovadores y fabricantes farmacéuticos.
¿Está listo para llevar su producción farmacéutica al siguiente nivel?
Apueste por un sistema que se basa en la precisión, la fiabilidad y el cumplimiento de las normas. Póngase en contacto con nosotros hoy mismo para solicitar un presupuesto personalizado o charlar con nuestros expertos. Juntos construiremos el reactor ideal para su línea farmacéutica.
Preguntas frecuentes
P1: ¿Por qué elegir SS316L en lugar de SS304 para los reactores?
A1: El SS316L tiene molibdeno, lo que lo hace mucho más resistente a la corrosión. Esto es una gran ventaja cuando se trabaja con materiales superpuros o productos químicos agresivos en el sector farmacéutico.
P2: ¿Pueden estos reactores trabajar en condiciones estériles?
A2: Por supuesto. Todos los reactores que fabricamos están diseñados para cumplir las normas sanitarias y GMP, y podemos añadir funciones de limpieza in situ y vapor in situ.
P3: ¿Se puede cambiar la forma o el número de puertos de los reactores?
A3: Totalmente. Podemos ajustar las bocas de acceso, las toberas, los deflectores, las camisas y los puertos para adaptarlos exactamente a las necesidades de su proceso.
P4: ¿Qué ayuda puedo obtener una vez realizada la compra?
A4: Le ofrecemos asistencia completa: consejos de instalación, documentación de validación y consejos de mantenimiento.